Sverige
|
Fixtures är utformade för att styra och hitta det rörliga verktyget och även för att rymma flera enheter beroende på komponentens storlek. Statorn bladet assemblies kan svetsas med användning av ett annorlunda sätt samt i vilken svetsförfarande för varje fog between bladbryggor kräver fyra svetssträngar: klibbighet och avsluta svets för det yttre plattformen, klibb och fullföljande svetsa för det inre plattformen. Nu för att göra allt detta behöver vi en annan uppsättning strålningsinställningar och ett annat rörelsemönster av arbetsstyckets manipulator. Det är uppenbart att systemkomplexitetennu har ökat och vi &#secondary automatiserad support. Det här stödet kommer från CNC, och i operatören beskriver först maskinen om var och en av subrutinerna för de fyra svetspassningarna. Visar hannästa maskinen som hur man korrekt positionera vinkeln vid varje fog i en sekvens such attnär värme distribuerar, den möjliga distorsionen minimeras. Nunär maskinen ärnu medveten att driva fundamenta, har operatören endast att initiera svetscykeln och maskinen tar fungera av sig själv operatören ta på endast en övervakande roll.
LASER BEAM WELDING
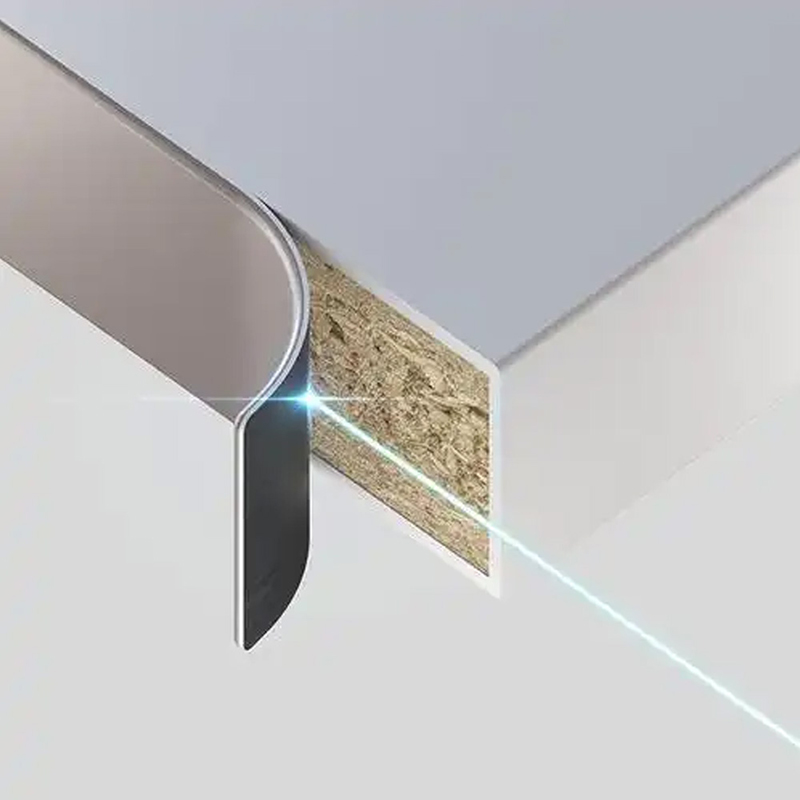
Laser Beam Svetsning är en svetsfusionsprocess i vilken material är sammanfogade genom användning av laser. Högintensiva lasrar för svetsning används i allmänhet för att ansluta sig till material med hög smältpunkt som superlegeringar. Laserstrålarna i systemen är fokuserade till kaviteten of material och har tillräckligt med energi för att smälta materialet och fylla kaviteten. Denna process är mycket användbart eftersom det lätt kan automatiseras med robotteknik machinery.In installationen, det finns krets bestående av en mycket laddad kondensator, två högintensiva blixtlampor, lins och två reflekterande speglar. Som på bilden, de är inställda up.The energikälla försörjningen hög energi och blixten lampor avger magnetiseras photons.These fotoner slår på ytan av Ruby Crystal och elektronerna, på grund av dessa fotoner, få exciteras till högre skal. Dessa elektroner,när de återgår till lägre energiläge, avger fotoner som reser i riktningar. Dessa fotoner uppmanar igen elektroner och samma process upprepas för att producera två fotoner. Detta upprepas och upprepar och resulterar i en koncentrerad fotonstråle. Ovanstående spegel är 100% reflekterande, och andra delvis reflekterande, återspeglar foton och från undersidan,några fotoner får
released att hända på linsen. Linsen fokuserar strålen till kavitetspunkten. Dessa högintensiva fotoner har energinog för att smälta materialet och fylla hålrummet. Detta blivit en stark svetsnär smält fryser.
/effekttätheten är mycket hög, i storleksordningen av 1 MW
square cm. På grund av detta är HAZ mindre och kylning är hög. På grund av den fokusering av denna utformning och positionering av den koncentrerade ljusstrålen kan automatiseras och i allmänhet, är CAM används för att styra rörelserna.
some framträdande dragen i LBW är:
●
high kvalitet och ingen elektrod krävs●
Ingen verktyget slits eftersom det är en icke kontaktprocess●
Easily automatiserade och kan användas för storskalig produktion●
ability till svetsmetaller och superlegeringar av olika fysikaliska egenskaper●
Unlike EBW , kan ske genom luft och inget vakuum erfordras.Men, i stället för dessa egenskaper är det inte används mycket i det dagliga livet svetsning som initial
cost och underhåll kostnaden är för hög. Även högkvalificerade arbeten krävs och
energy konvertering är mycket mindre.

Företagets telefon: +86 021-5995 8756
E-post: Kontakta oss
Mobiltelefon: +86 17717022732
Hemsida: condlycasting.sweb2b.com
Adress: Building 5, No.2800 Caoxin Highway, Xuxing Town, Jiading District, Shanghai

































 Användarnamn
Användarnamn