Sverige
|
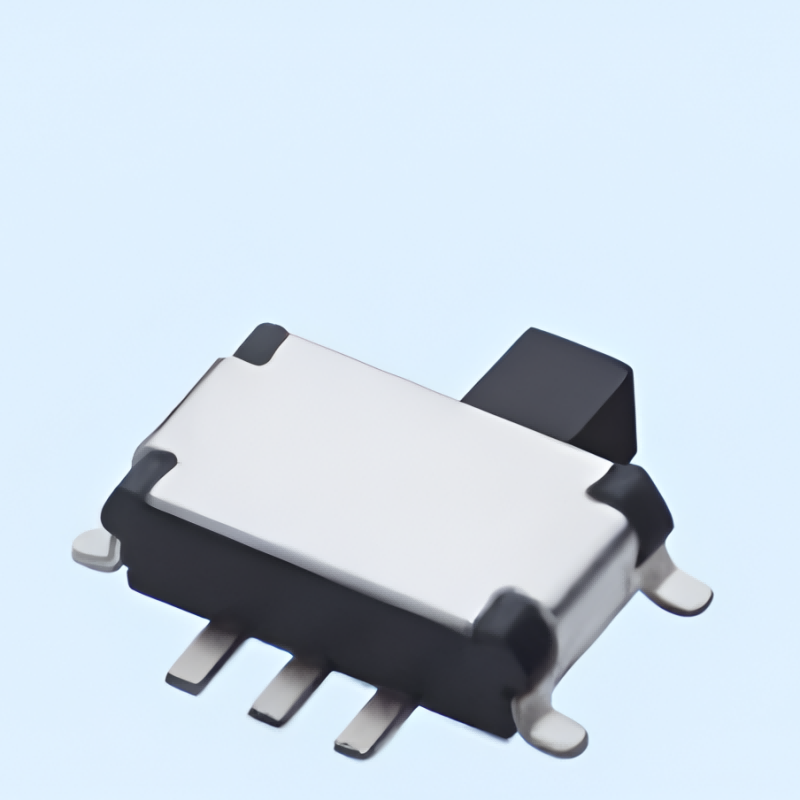
Vid montering och reparation av elektroniska produkter är lödning en kritisk process som säkerställer tillförlitliga kretsanslutningar. För vanliga komponenter som elektroniska vippomkopplare kan olika lödningsmetoder direkt påverka deras prestanda, livslängd och enhetens övergripande stabilitet. Den här artikeln fördjupar sig i effekterna av tre vanliga lödtekniker-manuell lödning, återflödeslödning och våglödning-på elektroniska vippomkopplare, tillsammans med praktiska valrekommendationer.
1. Manuell lödning
Manuell lödning är den mest traditionella och flexibla metoden, speciellt lämplig för små-batchproduktion, reparationer eller prototyper.
Fördelar:
· Hög flexibilitet: Tillåter exakt drift för switchar med olika specifikationer och stiftlayouter.
· Kontrollerbar termisk stöt: Skickliga operatörer kan hantera järnkontakttiden för att minimera termiska skador på switchens inre struktur.
· Stark användbarhet: Idealisk för speciella brytare som är svåra att löda med automatiserad utrustning (t.ex. mikrovippströmbrytare, vattentäta strömbrytare med hus).
Potentiella risker:
· Termisk skada: Långvarig drift eller för hög temperatur kan smälta plastdelar eller orsaka glödgning av interna metallkontakter, vilket påverkar känselkänslan och livslängden.
· Kalla lödfogar: Otillräcklig temperatur eller ojämn lödning kan leda till opålitliga anslutningar, ökat kontaktmotstånd eller intermittent ledning.
· Risk för statisk elektricitet: Felaktig hantering kan leda till statisk elektricitet och skada känsliga interna kontakter.
Rekommendationer:
· Använd en temperatur-kontrollerad lödkolv, idealiskt inställd mellan 280–320°C.
· Anta en "häftlödning" tillvägagångssätt, begränsa lödtiden per stift till högst 3 sekunder.
· Föredra lödtrådar som innehåller silver eller koppar för att förbättra konduktiviteten och den mekaniska styrkan.
2. Återflödeslödning
Återflödeslödning är den vanliga metoden för yta-montera teknik, vare lödpasta smälts via varmluft eller infraröd uppvärmning för att bilda anslutningar.
Fördelar:
· Hög konsistens: Lämplig för massproduktion, vilket säkerställer enhetlig uppvärmning av alla brytstift och stabil lödfogkvalitet.
· Starka lödfogar: Lödpasta bildar pålitliga intermetalliska föreningar under smältning, vilket säkerställer robusta anslutningar.
· Hög Automation: Kan integreras med pick-och-placera maskiner för helautomatisk produktion.
Potentiella risker:
· Termisk stressackumulering: Långvarig exponering för hög-temperaturzoner (typiskt 220–240°C) kan påskynda plastisk åldring eller orsaka deformation av höljet.
· Lödbryggning: Överdriven lödpasta eller smalt stiftavstånd kan leda till kortslutning mellan intilliggande stift.
· Krav på hög temperaturbeständighet: Omkopplare måste vara gjorda av hög-temperatur-resistenta material (t.ex. LCP-plast, hög-temperaturnylon).
Rekommendationer:
· Välj vippströmbrytare med en värmebeständighet på ≥260°C.
· Optimera temperaturprofilen för återflödeslödningen för att undvika alltför höga topptemperaturer eller långvariga höga-temperaturexponering.
· För mikrobrytare med täta stiftlayouter, överväg att använda lödpasta-utskriftsschabloner eller jiggar för att begränsa pastaspridningen.
3. Våglödning
Våglödning används främst för genomgående-hålkomponenter, vare stift passerar genom en smält lödvåg för att bilda anslutningar.
Fördelar:
· Hög effektivitet: Idealisk för stora-volymlödning av genom-hålbrytare.
· Utmärkt fyllningsförmåga: Löd fylls helt igenom-hål, vilket ger pålitlig mekanisk förankring.
· Kostnad-Effektiv: Mogen utrustning och processer gör den lämplig för traditionell plugg-i switchproduktion.
Potentiella risker:
· Stark termisk chock: Omedelbar kontakt med hög-temperatur lödvågor (typiskt 250–260°C) kan orsaka plastisk sprickbildning eller inre strukturell deformation.
· Tilltäppning av lödmetall: Dåligt lödflöde eller felaktigt utformade stifthål kan leda till igensättning av lod i rörliga delar.
· Kontaminering av flödesrester: Flux kan sippra in i strömbrytarens inre och påverka lång-term kontakttillförlitlighet eller orsakar elektrokemisk korrosion.
Rekommendationer:
· Prioritera brytare med värme-resistenta strukturella konstruktioner (t.ex. förstärkta revben, hög-temperatur plast).
· Strikt kontrollera våglödningskontakttiden (rekommenderas 2–4 sekunder).
· Implementera ett inlägg-lödningsrengöringsprocess för att avlägsna kvarvarande flussmedel.

Jobbtitel: sales manager
Avdelning: sales department
Företagets telefon: +86 0769-86341524
E-post: Kontakta oss
Mobiltelefon: +86 17774772320
Hemsida: dgxztechco.sweb2b.com
Adress: No. 250, shiheng avenue, shipai town, dongguan City

































 Användarnamn
Användarnamn